End mills long, 2 teeth cut to centre, 30°, typ W, weldon shank, code S111512, diameter 4 mm









|
D
h 10 |
d
h 6 | l1 | l2 | Z | Item code | On stock |
|---|---|---|---|---|---|---|
| 4 | 6 | 62 | 15 | 4 | S111512.040 | Yes |
Cutting conditions
Material |
Strength |
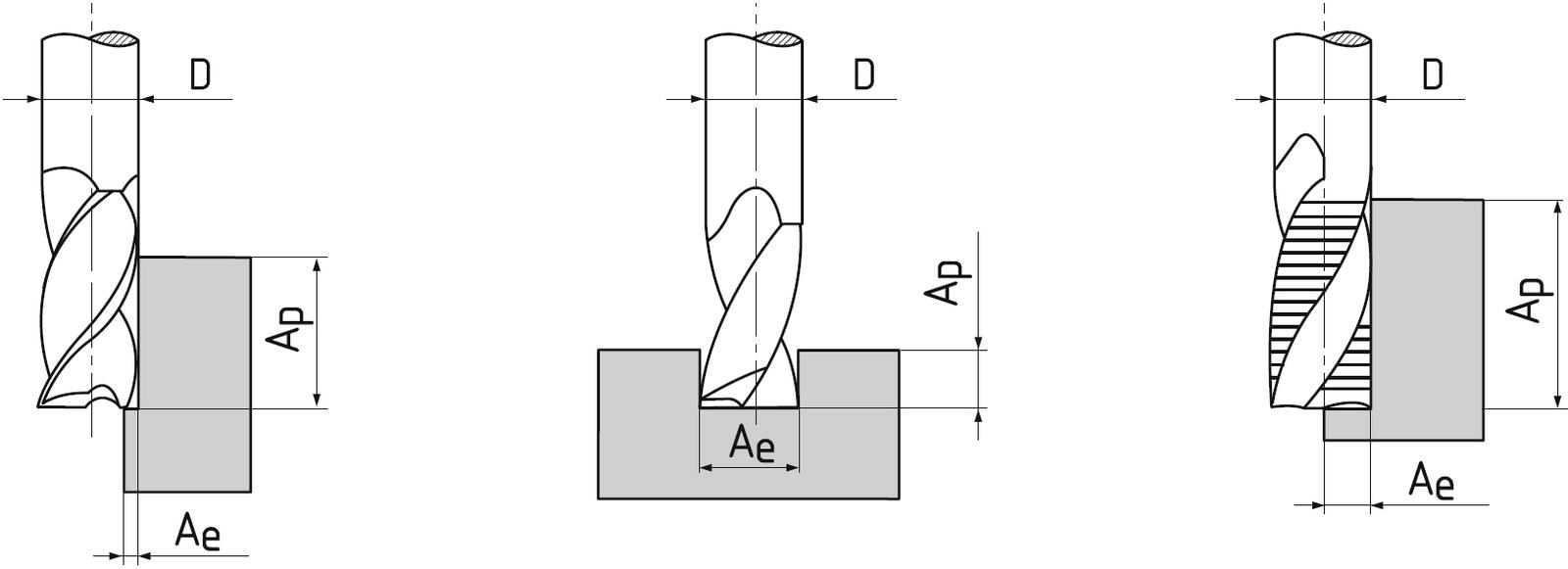
Ap |
Ae |
Vc |
fz(mm/z) Ø 4 |
Ø 6 |
Ø 8 |
Ø 10 |
Ø 12 |
Ø 16 |
Ø 20 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| N.1 | Aluminium, Aluminium cast alloys Si (Si ≤ 6%) | ≤ 400 N/mm² | 2,5xD | 0,1xD | 160 | 0.027 | 0.04 | 0.053 | 0.067 | 0.08 | 0.107 | 0.133 |
| N.2 | Aluminium cast alloys Si (Si ≤ 12%) | ≤ 600 N/mm² | 2,5xD | 0,1xD | 220 | 0.027 | 0.04 | 0.053 | 0.067 | 0.08 | 0.107 | 0.133 |
| N.4 | Cooper-zinc alloys, cooper-tin alloys | ≤ 800 N/mm² | 2,5xD | 0,1xD | 176 | 0.0216 | 0.032 | 0.0424 | 0.0536 | 0.064 | 0.0856 | 0.1064 |
Calculations of cutting conditions
Product attributes
Straight shank with clamping flat (Weldon) according to DIN 6535 HB.
For machining of soft materials, for example aluminium and non-ferrous metals.

Feed direction possibility
